9 Easy Facts About Additive Manufacturing Explaineds
Wiki Article
An Unbiased View of Lean Manufacturing
Table of ContentsThe Ultimate Guide To Hon Hai PrecisionEverything about ManufacturingThe Ultimate Guide To Plastic ManufacturingThe Ultimate Guide To MfgOem Can Be Fun For EveryoneNot known Details About Lean Production
The text on this web page is a sample from our full White Paper 'Shot Moulding for Buyers' - * Sample text * - for full guide click the download switch over! Introduction This overview is intended for individuals that are aiming to source plastic mouldings. It gives a much needed understanding into all that is involved with producing plastic parts, from the mould tool needed to the moulding process itself.If you intend to discover additionally, the guide covers sorts of mould devices, along with special completing procedures such as colours & plating. Words that are underscored can be found in the glossary in the appendix ... Component I: Moulding: The Essentials The Advantages of Shot Moulding Plastic injection moulding is an extremely precise procedure that supplies numerous benefits over various other plastic processing techniques.
Accuracy is excellent for extremely intricate components. Compared to other strategies, moulding allows you to integrate more attributes at extremely little resistances. Look at the image to the right. die casting. You can hold this moulding in the hand of your hand and it has employers, ribs, metal inserts, side cores and openings, made with a sliding shut down function in the mould device.
9 Easy Facts About Lean Production Shown


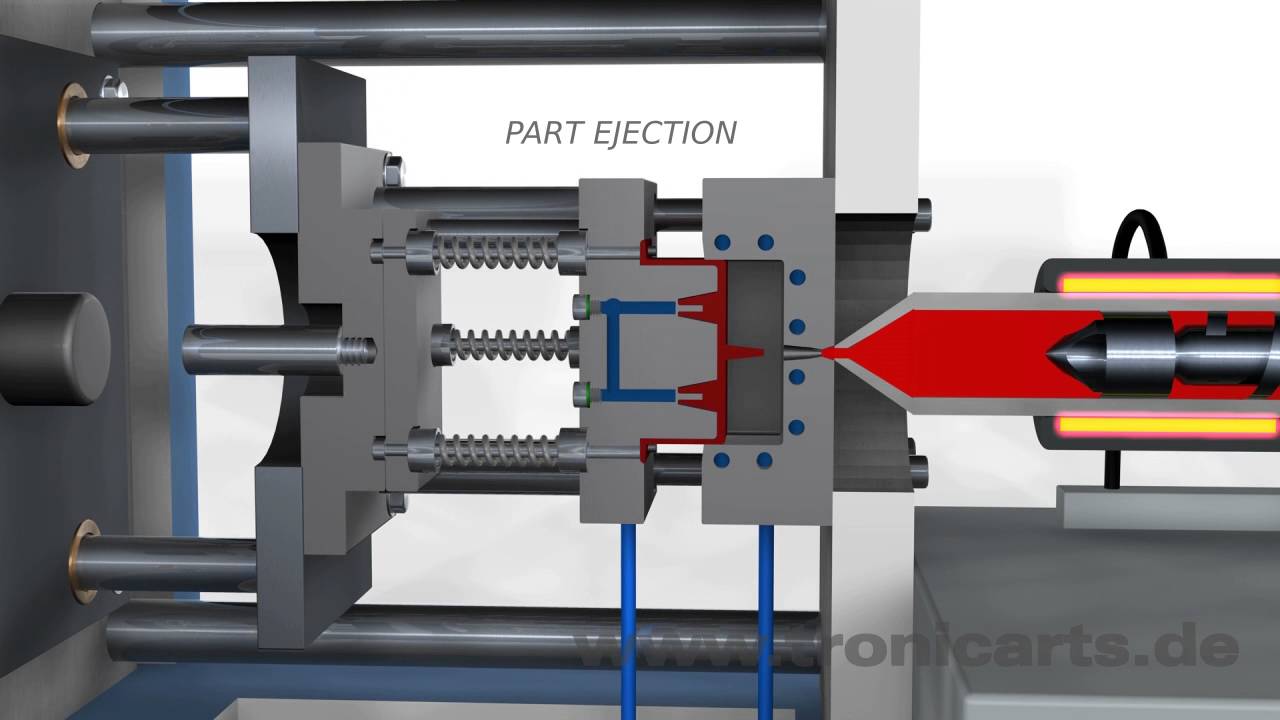
from material feed & melting; material injectionProduct cooling time cooling down ejection and also the re-closing of the mould tool ready for the next cycleFollowing Draft angles - The wall surfaces of a moulded part should be somewhat tapered in the direction in which the part is expelled from the mould tool, to allow the part to be expelled quickly.
Ejector stroke - The pushing out of ejector pins to expel the moulded part from the mould tool. Ejector stroke rate, size as well as timing needs to be carefully controlled to prevent damages to the ejectors as well as mould tool, however at the exact same time make the moulding cycle as short as possible.
The Basic Principles Of Lean Production
Ribs - When a plastic component has slim wall surfaces, ribs are added to the layout to make the slim wall surfaces more powerful Side cores - Side activity which produces a feature on a moulded part, at an opposing angle to the regular opening instructions of the mould tool. manufacturing. The side core requires to be able to pull back as the plastic part can not be ejected or else.
Wall surfaces - The sides of a moulded part The message on this web page is a sample from our full White Paper 'Injection Moulding for Buyers'.
Shot moulding is widely made use of for producing a variety of components, from the smallest parts to whole body panels of cars. Breakthroughs in 3D printing innovation, using photopolymers that do not thaw during the shot moulding of some lower-temperature thermoplastics, can be used for some straightforward injection moulds. Shot moulding uses a special-purpose maker that has three components: the injection system, the mould and the clamp.
6 Easy Facts About Lean Manufacturing Described
Process characteristics [edit] Injection moulding uses a ram or screw-type bettor to compel molten plastic or rubber product into a mould cavity; this solidifies into a shape that has actually complied with the contour of the mould. It is most frequently utilized to process both thermoplastic as well as thermosetting polymers, with the quantity Find Out More utilized of the former being substantially higher.: 13 Thermoplastics are prevalent because of attributes that make them very ideal for injection moulding, such as simplicity of recycling, adaptability for a wide range of applications,: 89 as well as capability to soften and also stream on home heating.In several dental caries moulds, each cavity can be similar as well as develop the very same parts or can be special and also develop numerous various geometries during a single cycle.
The screw provides the raw product onward, mixes and homogenises the thermal and viscous circulations of the polymer, and also lowers the required heating time by mechanically shearing the material and also including a substantial amount of frictional heating to the polymer. The material feeds ahead with a check shutoff and also accumulates at the front of the screw right into a volume known as a shot. When enough material has gathered, the material is compelled at high stress and also rate you can look here right into the component creating tooth cavity. The specific quantity of contraction is a feature of the resin being utilized, and can be relatively predictable. To avoid spikes in pressure, the process normally uses a transfer position representing a 9598% complete tooth cavity where the screw changes from a continuous velocity to a consistent stress control.
The Basic Principles Of Plastic Manufacturing
The packaging stress is used till the gate (cavity entryway) strengthens. Due to its tiny dimension, the entrance is usually the try this site initial place to solidify through its entire thickness.: 16 Once the gate solidifies, no more product can enter the cavity; accordingly, the screw reciprocates and obtains material for the next cycle while the product within the mould cools down so that it can be expelled as well as be dimensionally steady.Report this wiki page